何謂高壓切削冷卻系統
■ 切削液壓力等級簡介
| 低壓系統 | 10 Bar 以下 ( 150 PSI ) |
屬於工具機的一般配備, 冷卻效能不佳,無法減少刀具磨耗 |
|---|---|---|
| 中壓系統 | 20 ~ 60 Bar ( 300 ~ 900 PSI ) |
一般加工條件下, 能有效增進加工效率,延長刀具壽命 |
| 高壓系統 | 70 ~ 100 Bar ( 1,000 ~ 1,500 PSI ) |
達到最佳加工效率、極大化刀具壽命; 並能有效切削不易加工材質與解決工件纏屑問題 |
| 超高壓系統 | 超過 100 Bar ( 1,500 PSI ) |
適用於切削超合金與極難加工之材質 |
■ 加工效果
中壓
20 Bar ( 300 PSI )

高壓
70 Bar ( 1,000 PSI )
超高壓
300 Bar ( 4,300 PSI )

■ 切削液壓力應用案例
應用於鑽孔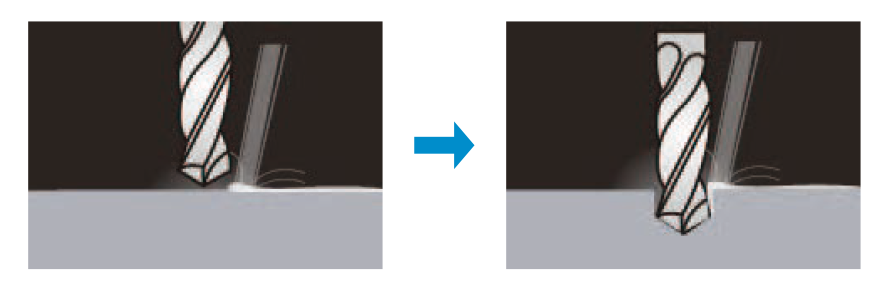
低壓
加工時需時常退刀才能將孔內的鐵屑清除,鑽孔程序較費時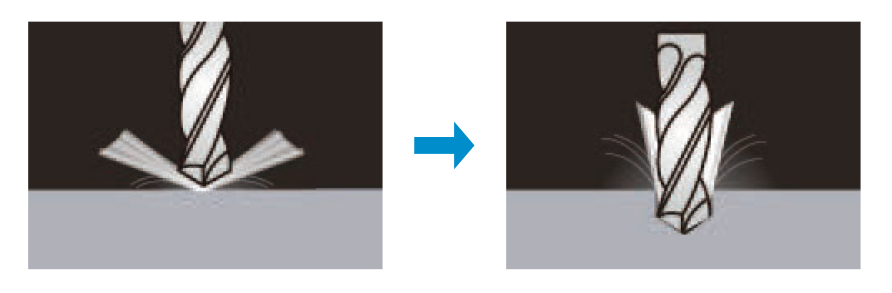
高壓
切削水能夠直接擊中鑽孔點,一次將孔內鐵屑排出,提高加工效率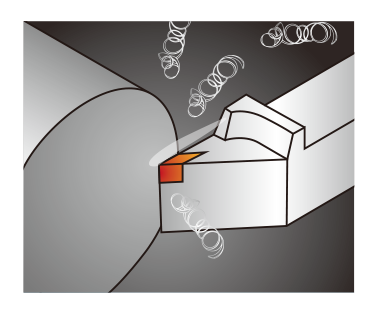
低壓
高壓
低壓
高壓
■ 高壓切削冷卻系統的優勢
工具機若無搭配高壓切削冷卻系統,卻想達到下方圖示的效能,唯一的辦法就是增強機器結構的剛性,藉以搭載更大馬力的馬達及更高轉速的主軸;如此一來,機器成本將大幅增加 50% - 100%。而搭配了高壓切削冷卻系統的工具機,就好比汽車引擎加上 Turbo,能夠大幅提高進給率和產能,為最簡單、最符合經濟效益的方法。同時能獲得極佳的表面粗糙度、減少製造成本與延長刀具壽命等多項優點。




切削速度提高 20% 以上
20% 以上減少 70% 加工週期時間( 視加工工件而定 )
增進加工精度並具備優異的表面粗糙度
優異的深孔加工排屑能力
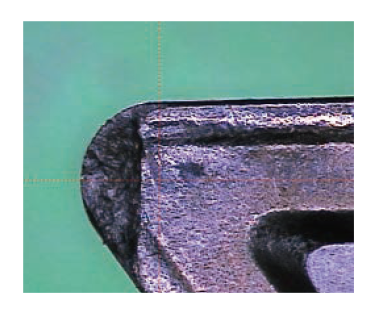
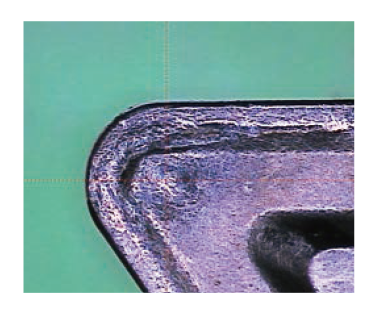
刀具壽命延長 25% ~ 400%
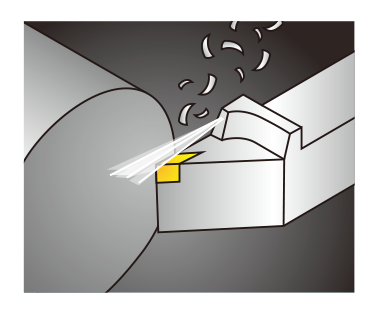
刀尖散熱、突破蒸氣屏障
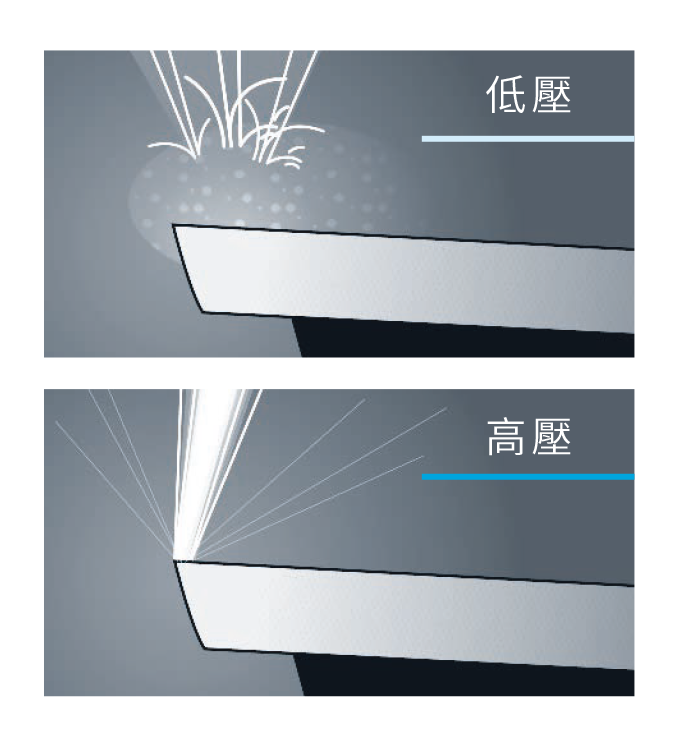
■ 何謂蒸氣屏障?
加工過程中,刀尖將產生極高溫度。若切削液使用中低壓,刀尖周圍的高溫將使切削液轉為蒸氣,進而形成一道蒸氣屏障,切削液會因蒸氣屏障阻擋而難以發揮冷卻效果,刀具將因此快速的磨損,獲得的工件表面精度也較差。經測試顯示,輸出壓力達 70 Bar ( 1,000 PSI ) 以上的高壓切削冷卻系統將可有效突破蒸氣屏障,順利冷卻刀具
■ 博康高壓切削冷卻系統的優勢
| 一般高壓系統 | 博康高壓系統 | |
|---|---|---|
| 過濾系統 | 1 ~ 3 週更換濾心 | V 1 ~ 2 個月更換濾袋 ( 耗材亦較便宜 ) |
| 壓力偵測 | 機械式 | V 電子式 ( 準確度高,使用壽命長 ) |
| 液位偵測 | 機械式 | V 電子式 ( 故障率低,穩定性高 ) |
| 高壓泵浦 | 齒輪泵 | V 隔膜式 ( 容髒率高,可無視油水比例 ) |